230
0
کنترل مدار بسته دستی و خودکار در سیستمهای صنعتی
این مقاله به بررسی کنترل مدار بسته به دو روش دستی و خودکار در فرآیند کنترل دمای دیگ بخار میپردازد. در روش دستی، اپراتور با مقایسه PV و SP و محاسبه خطا اقدام به تنظیم شیر سوخت میکند که احتمال بروز خطاهای انسانی وجود دارد.
کنترل مدار بسته می تواند بصورت دستی انجام بپذیرد یا بصورت کنترل خودکار باشد.
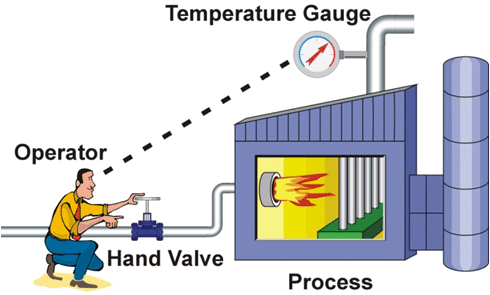
می خواهیم حرارت یک دیگ بخار را روی مقدار مطلوب نگه داریم بطوریکه کنترل حرارت خروجی در اختیار ما نبوده و تنها باز و بسته کردن شیر سوخت ورودی مشعل تحت کنترل ما می باشد. حال چنانچه میزان کاهش دما بالا برود دمای دیگ کاهش یافته که برای جبران دما کافیست شیر سوخت ورودی را به مقدار بیشتری باز کنیم. حال چنانچه تغییر یا همان کاهش دما سیر نزولی پیدا بدیهی است بدیهی است دمای دیگ بالاتر از مقدار مطلوب قرار خواهد گرفت. در این حالت برای جبران کافیست شیر سوخت ورودی نیز بسته تر شود. تمامی اعمالی که در اینجا برای داشتن کنترل خوب نیاز است توسط شخصی که در محل سایت حضور دارد انجام می پذیرد.
به عبارتی این شخص مقدار واقعی دمای دیگ بخار را (PV) را از روی نشان دهنده دما قرائت کرده (اندازه گیری) و آن را با مقدار مطلوب (SP) مقایسه کرده پس از محاسبه مقدار خطا (E = SP – PV) برای بهبود بخشیدن به شرایط فرآیند تصمیم می گیرد که تغییراتی (هر چند جزئی) در میزان باز یا بسته بودن شیر سوخت ورودی بدهد. در نهایت این تصمیم توسط شخص اجرا می شود.
به عبارتی تمامی عملیاتی که نمایش داده شده است توسط این شخص به مرحله اجرا گذاشته می شود. بدیهی است در هر کدام از اقدامات یاد شده امکان بروز خطا وجود دارد (PV روی SP که منطبق نشود) هر کدام از این خطاها ممکن است باعث شود تا کنترل خوبی نداشته باشیم. پس در حالت کلی می توان خطای سیستم کنترل مداربسته دستی را به این صورت دسته بندی کرد:
انواع خطا در سیستم کنترل مداربسته دستی
- خطای دید و اندازه گیری
- خطای محاسباتی (در مقایسه SP و PV / محاسبه مقدار خطا)
- خطای تصمیم گیری
- خطای عملیاتی
که هر کدام از خطاهای چهارگانه بالا به تنهایی و یا ترکیبی از آن می تواند در عملیات کنترلی شخص وارد شده و در نهایت کنترل خوبی نداشته باشیم.
در حالت کلی اگر منظور از کنترل، کنترل دمای دیگ بخار با حرارت مصرفی نه چندان حیاتی باشد می توان از روش کنترل دستی بهره گرفت. اما در سیستم های پیچیده تر فرآیندی سیستم کنترل دستی نمی تواند پاسخگو باشد. هر چند در این روش کنترل نیز ما از دیاگرام بلوکی کنترل پسخور Feedback استفاده کرده ایم، اما برای داشتن کنترلی مطمئن ترجیحا از سیستم کنترل مداربسته خودکار استفاده می کنیم.
از ویژگی های این روش کنترل، ضمن ارزانی قیمت سیستم کنترل و آسانی بهره برداری از آن، پایداری و ثبات شرایط فرآیند بوده بویژه اینکه در مقابل عوامل ناخواسته و اغتشاش توانایی مقابله دارد.
سیستم کنترل مدار بسته الزاما دستی نیست بلکه امروزه زمانیکه صحبت از سیستم کنترل حلقه بسته بمیان می آید، منظور سیستم های کنترل خودکار است. لذا آنچه در ادامه بحث می آید، بررسی و شناخت بیشتر هر کدام از پارامترها و اجزاء یا سیستم کنترل مداربسته خودکار است.
تفاوت تعریف دانشگاهی و صنعتی کنترل حلقه باز و بسته
آنچه در ابتدای بحث تحت عنوان تفاوت بین تعاریف دانشگاهی و صنعتی برای کنترل حلقه باز و کنترل حلقه بسته مطرح شد از این قرار است:
برای سیستم های کنترل حلقه بسته هر دو تعریف دانشگاهی و صنعتی یکسان بوده و آنچه در تمام این مطلب می آید همان تعریف واحد برای یک سیستم کنترل حلقه بسته است. تفاوت تعاریف در بیان و تشریح سیستم کنترل حلقه باز می باشد، بطوریکه آنچه تا کنون در مورد یک سیستم کنترل حلقه باز مطرح شد مطابق با تعریف آکادمیک است، هر چند این مفهوم دقیقا منطبق با مفاهیم اصولی کنترل (بطور عام) در کاربردهای صنعتی است.
در صنعت زمانیکه صحبت از یک حلقه Open Loop بمیان می آید، الزاما یک کنترل مدار باز مطابق با تعریف آکادمیک نیست. بلکه منظور از Open Loop می تواند یک نشان دهنده ساده (از جمله نشان دهنده میزان فشار یا نشان دهنده حرارت دهها نقطه در یک برج) هم باشد. بدیهی است معمولا بهره بردار در واحدهای صنعتی از همین نشان دهنده ها برای منظور کنترلی خود استفاده می نماید که نمونه ساده آن همان نشان دهنده حرارت دیگ بخار مطرح شده است.
نظر خود رابنویسید